| (Article
begins on the Tech, Tests & Installs page HERE)
The
enthusiast community measures engine power in terms of horsepower
and torque. But cylinder pressure read as BMEP and IMEP
are more accurate indicators. These abbreviations refer
to Brake Mean Effective Pressure and Indicated Mean Effective
Pressure, which are more precise measurements since gas
pressure in the cylinder varies from a maximum at the beginning
of the expansion stroke to a minimum near its end. Also,
these classifications can very accurately compare the power
of engines of different displacements since it is the pressure
per piston area that is being examined.
Recognizing that cylinder pressure is the true dynamic that
creates horsepower compels one to consider the piston and
the forces applied to it. In high performance and racing
applications the piston needs to withstand and then transfer
the cylinder pressure to the crankshaft while it also maintains
its shape, provides a long service life, partakes in sealing
the bore, and compliments and not detracts from the effectiveness
of the cylinder head and combustion chamber. That’s
a long list of tasks!
Over the years, the performance engine-building community
has gone from using an original-equipment-style cast piston
to a stronger forged design that also allows more freedom
in manufacturing and a reduction in the reciprocating mass.
High quality, advanced aluminum materials are employed and
forged pistons are now available with outboard or with the
narrower inboard pin towers. Additionally, they provide
excellent load paths and rigid structures and attract an
array of competent coatings to protect them. However, the
forged piston has one major shortcoming: infinite design
potential. If, for example, a piston designer or engine
builder or race team wishes to change the piston structure
or adopt different load paths or experiment with different
struts and buttresses, only a billet piston will accommodate
these requirements.
NASCAR teams were quick to recognize the billet’s
potential, taking advantage of its versatility. They continue
to develop and test new designs constantly. Among piston
producers, Diamond Pistons was one of the
first production houses to embrace the new technology, initially
making billets available to NHRA Pro Stock teams. Nonetheless,
bringing a cost-effective billet piston program to the general
market turned out to be a formidable challenge—often
cost prohibitive and, therefore, unsustainable. In fact,
the program only became viable when they established a special
department with dedicated engineering staff and equipment.
Once they had established the technique, however, race engine
builders no longer needed to work within the confines of
a forging. Many engine builders openly admit they felt they
were on a short leash with any forged piston. Not being
able to have it fully meet their requirements they compromised
as best they could. Race teams not only openly embrace the
freedom that billet pistons offer but also the ability to
re-examine the cylinder head, combustion chamber and valve
angle for further power gains. The possibility for another
great leap in power is one of the most exciting aspects
of the billet piston.
With regard to material strength there is no appreciable
difference between the forging and the billet piston. As
mentioned earlier, most of the NASCAR teams and the NHRA
Pro Stock elite are already using billet and have proved
its durability. Some NASCAR teams switched to billet pistons
because they detected slight variations from forging to
forging. Pro Stock and other high-rank drag racing teams
longed for the opportunity to experiment with piston designs
not possible with existing forgings. In addition, for highly
competitive race teams, having access to a billet piston
program provides them with much prized exclusivity—they
prefer their secrets to remain safe.
With a forging program, the piston maker’s position
is greatly compromised. When a new forging is needed he
is compelled to invest in new tooling, often costing in
excess of $10,000; obliged to wait months before receiving
the forgings; and often required to purchase the first 500
slugs from the new tooling. Obviously, the piston-maker
has to amortize the costs and as a result everyone benefits
from the great idea, and exclusivity is minimal. However,
a billet program eliminates the need for special tooling,
associated delays, and minimum-order quantities. Now the
great idea remains the property of the one who conceives
it. Usually machined from a solid piece of 2618 billet aluminum,
the piston has an expansion rate slightly greater than its
forged counterpart. Most users set the piston-to-wall clearance
between .0065in to 0.008in. With regard to weight, the billet
version is typically one to two percent lighter than a comparable
forged piston for the same application.
Of course billets easily accommodate reduced skirt areas,
which minimize friction and weight. They also permit the
optional use of buttons instead of spiral locks. Buttons
make it much easier and quicker to change pistons should
the need arise. In addition buttons prevent the expander
in the oil control ring from distorting around the half-moon
openings in the back of the groove on the piston where the
pin bores intercept the oil control ring groove. As already
stated billet pistons are well-suited for teams embarking
on new engine development programs. These programs often
require last-minute design changes that can affect bore
sizes, cylinder head configuration, valve sizes, valve pocket
depths, pin boss dimensions or load paths.
Usually billet pistons are available in a range of finishes.
Diamond furnishes them in a natural finish or hard-anodized
or with a ceramic crown coating and a moly skirt coating.
Hard-anodized coatings help prevent scuffing and galling
of the cylinder bores under extreme conditions.
In the early days of motor sport, slang for a piston was
"slug", a term that suggests a limited amount
of engineering—how false that is. With the introduction
of affordable billet pistons, engine development just took
another huge leap forward.
Text
by Ray T. Bohacz; photos by Moore Good Ink
Source:
Diamond Pistons
www.diamondracing.net |
Forgetting
cast pistons, forged pistons have been the mainstay of the
aftermarket for years. However, there are some limitations
involved with their use. |
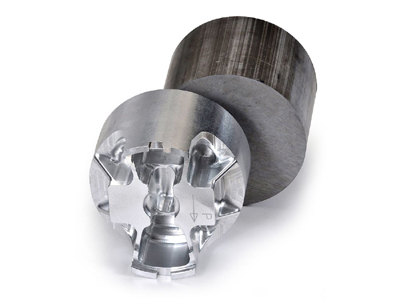
Billet
pistons such as the one on the left are machined from a
solid bar of aluminum. They are ideally suited to teams
who require frequent changes to cylinder head configuration,
to bore and valve sizes, and to valve pocket depths, pin
boss dimensions or load paths |
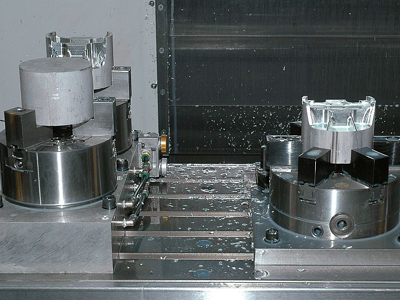
While
it may look like a lot of work to whittle a finished piston
from a bar of aluminum, with the advent of today’s
CNC machining centers it takes very little effort once the
original design is programmed into the machine. |
Whether
forged or billet, the piston must be machined in an oval
manner with a taper to the piston skirt to allow for expansion,
due in part to the differences in heat applied at varied
areas across the piston. However, changes in the design
of struts and buttresses or extra material requirements
for the underside of the piston crown are much easier to
accomplish with a billet product. |
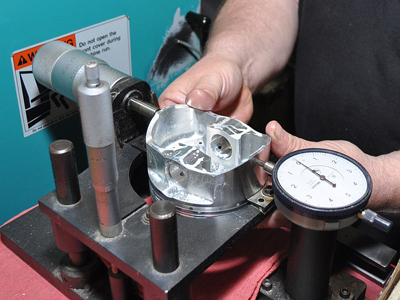
Before
custom design begins, the Diamond people send out to each
customer a job card which identifies, among other details,
the fit band—the widest part of the piston. The fit
band is usually placed between .500in and 1.300in beneath
the oil control ring. |
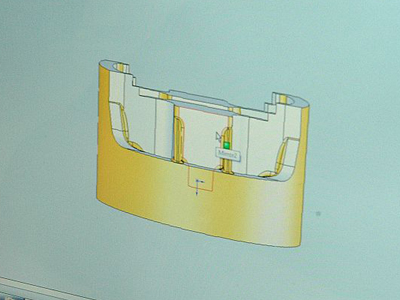
The
billet piston presents unlimited design opportunities: it
allows for the creation of a complete custom piston—struts
can be placed anywhere the engineer desires. For those developing
a new engine program, billet pistons offer the better prospects. |
While
there might be no appreciable differences in strength between
a forged and billet piston, the billet offers the engine
builder greater versatility in structural changes and also
much prized exclusivity—top engine builders prefer
their design secrets to remain safe. |
NASCAR
teams might have been the first to use billet pistons, but
that technology has spilled over into Pro Stock drag racing
as well as other classes. Along with a measure of exclusivity,
it’s given teams the ability to experiment with piston
designs hitherto not available with a forging. |